主要产品包括喷淋清洗机、超声波清洗机、碳氢清洗机等各种清洗设备!




专注于工业清洗设备的研发、制造与技术服务
超声波清洗技术在模具清洗中的应用
在现代制造业中,冲压模具和注塑模具的清洗维护至关重要,其清洁程度直接影响到产品质量、模具寿命以及生产效率。传统清洗方法往往存在效率低、清洁不彻底、易损伤模具等问题。而超声波清洗技术以其独特优势,正逐渐成为模具清洗领域的主流选择
超声波清洗技术原理
超声波清洗机的工作基于超声波在液体中的空化效应、直进流作用和加速度作用。超声波发生器发出高频振荡信号,通过换能器转换为高频机械振荡并传播至清洗溶剂。在清洗液里,超声波疏密相间向前辐射,促使液体流动并产生大量微小气泡。这些气泡在超声波纵向传播的负压区形成、生长,在正压区迅速增大并闭合,产生冲击波,能够有效破坏不溶性污物,使其分散于清洗液中。同时,声波的直进流作用对模具表面污垢进行搅拌,加速污物的溶解与搬运 。
超声波清洗冲压模具工艺及重点技术
工艺步骤
准备工作:选择合适的环保型清洗剂,并依据模具具体情况确定清洗剂浓度。同时,使用刷子或压缩气去除模具表面大块金属屑、灰尘等杂物。若模具结构复杂,可将其拆分成几个部分,方便后续清洗。
超声波清洗:向清洗槽加入适量清水,按推荐比例添加清洗剂并搅拌均匀。开启加热功能,将清洗液加热至 40 - 60°C,该温度范围能有效提升清洗效果。使用专用清洗篮或托架将模具平稳放入清洗槽,确保模具完全浸没在清洗液中。启动超声波发生器,依据模具污染程度和大小,设置 15 - 30 分钟的清洗时间。清洗过程中可定期检查清洗效果,必要时延长清洗时间或调整清洗参数。
漂洗与干燥:清洗结束后,取出模具用清水进行初次漂洗,去除残留清洗剂。为确保模具表面干净无残留,可再进行一次清水漂洗。之后,使用压缩空气吹干模具表面,尤其是缝隙和盲孔中的水分。
后处理:仔细检查模具表面,确认无残留污垢和清洗剂。对于易生锈模具,干燥后涂抹一层防锈油或防锈剂,防止氧化腐蚀。若模具之前被拆分,此时重新组装,并将清洗后的模具存放在干燥、清洁的地方,避免再次污染。
重点技术
清洗液选择:不同材质模具需匹配不同类型清洗液,防止对模具表面造成损害。例如,金属模具推荐使用弱碱性水基清洗剂。
温度与时间控制:清洗温度通常控制在 40 - 60°C,能显著提升清洗效率。清洗时间则需根据模具污染程度和大小合理设置,一般为 15 - 30 分钟 。
超声波清洗技术优势
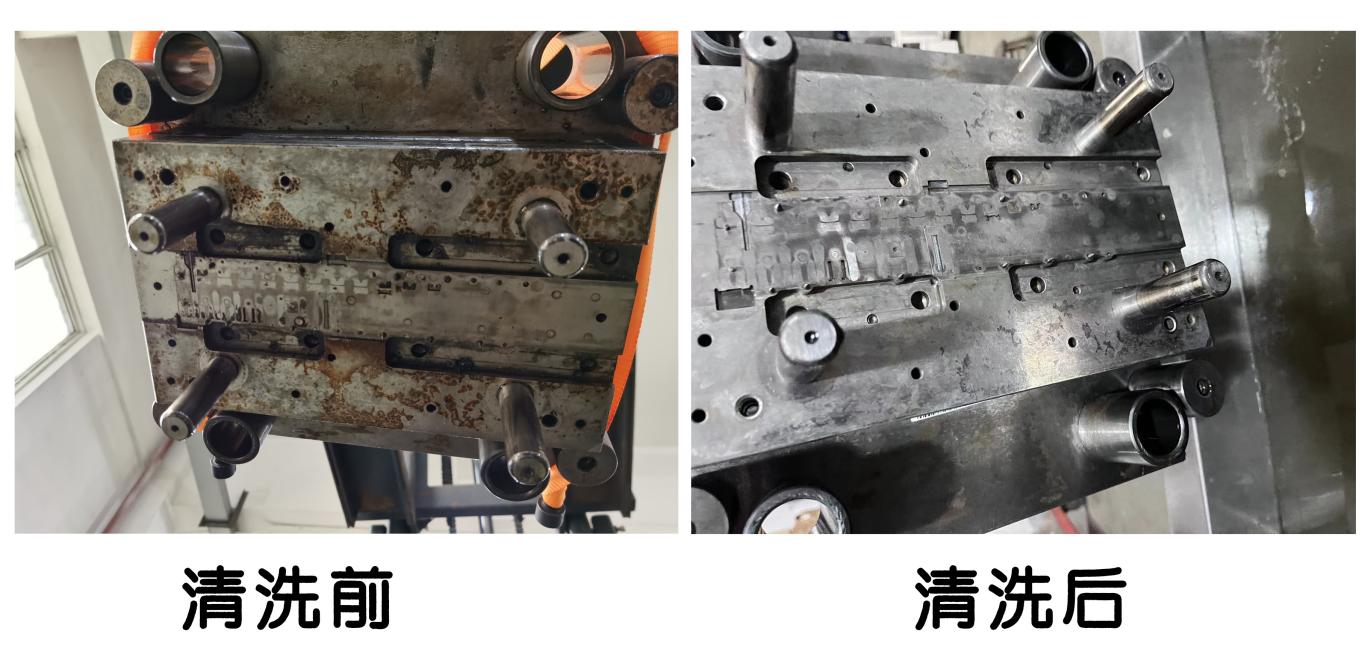
高 效清洗:能迅速去除模具表面污垢、油脂、铁屑、塑料残留等,大大提高清洗效率。且可深入模具每个角落和细微缝隙,确保无死角、无残留,实现全 面清洁。
环保安 全:使用清水或水基清洗剂作为清洗介质,不产生有害物质,符合环保要求,减少对环境和操作人员的污染与危害。
保护模具:非接触式清洗方式避免机械摩擦对模具的损伤,延长模具使用寿命。
操作便捷:操作简单方便,只需将模具放入清洗槽,加入适量清洗液,启动设备即可 。
上一页
下一页
联系我们
销售热线:400-881-6708 / 18321488368
售后服务部:15755480708 / 18555919555
地址:上海市嘉定区马陆镇博学路1258号2幢

企业微信
微信公众号